





Grain dust disasters rarely come from one mistake. They happen when three things line up at the same time: combustible dust becomes airborne, the dust stays confined in equipment or galleries, and an ignition source shows up at the worst moment. The most effective prevention strategy is layered. You reduce dust generation, stop dust from accumulating, control ignition sources, and add explosion protection for worst-case scenarios.
This guide lays out a practical, facility-ready approach you can apply in grain elevators, feed mills, flour mills, and grain processing plants, with clear actions you can assign and verify.
Start with the real risk in your facility
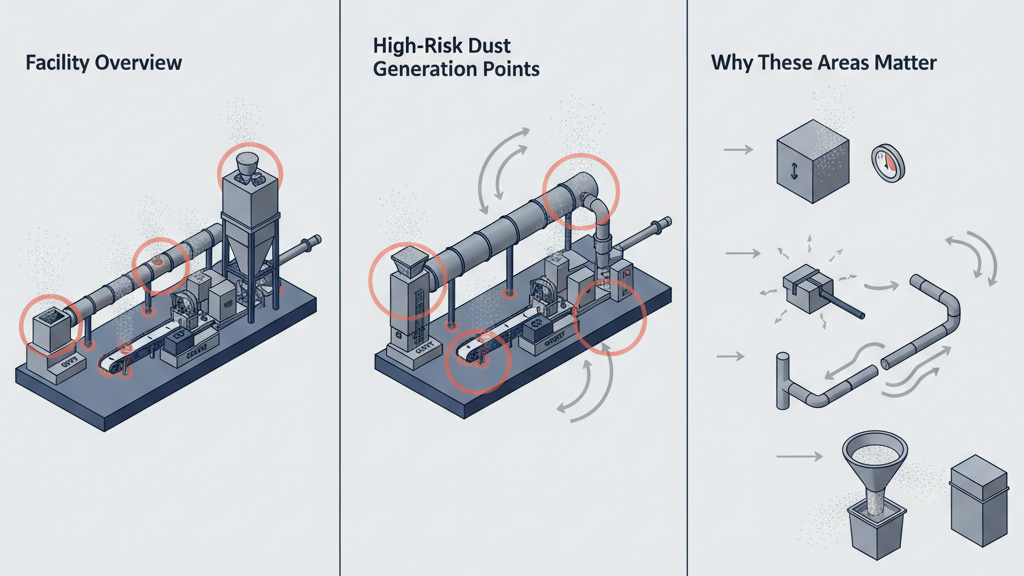
Before you change equipment or write new procedures, map where dust forms and where it accumulates.
High-risk dust generation points
- Receiving pits and dump hoppers
- Transfer points between conveyors
- Bucket elevator boots and heads
- Enclosed conveyor galleries and spouting
- Grinding, screening, and drying areas
Why these areas matter
- Enclosed spaces raise explosion severity by increasing confinement.
- Transfer points create dispersion. Dust becomes airborne and forms an ignitable cloud.
- Recirculating airflow and leaking connections can spread dust far beyond the source.
Your goal is to break the chain early, before dust becomes a cloud in a confined volume.
Stage 1 Control dust at the source before it spreads
If you control dust at the point of generation, you reduce everything that follows: housekeeping load, ignition exposure, and explosion protection burden.
Focus on transfer points and enclosure integrity
- Seal spouting and transitions. Leaks turn a local problem into a facility-wide problem.
- Enclose where the process allows it, then pull dust toward a collection point instead of letting it escape into the building.
- Maintain consistent airflow where dust capture is required. Unstable airflow shows up as visible dust, repeated cleanup, and filters loading unpredictably.
Make source capture measurable
- Track dust complaints by location.
- Track filter differential pressure trends on dust collectors to detect loss of capture performance.
- Verify capture with simple, repeatable checks at the same operating conditions.
Stage 2 Prevent dangerous dust accumulation with safe cleaning

Most catastrophic events escalate through secondary explosions. A small primary event disturbs accumulated dust and turns the whole building into fuel.
OSHA requires grain elevators to address fugitive grain dust accumulation through a written housekeeping program and sets an action level at 1/8 inch in priority housekeeping areas, unless the employer can demonstrate equivalent protection through the program.
Define priority housekeeping areas the way OSHA expects
OSHA expects the housekeeping program to identify priority housekeeping areas and address action and methods. In practice, priority areas often include zones where dispersion and ignition risk overlap, such as bucket elevator legs, galleries, and indoor processing zones.
Use cleaning methods that reduce dispersion
- Prefer industrial vacuuming designed for fine dust control.
- Use sweeping methods that do not re-aerosolize dust.
- Treat spills and residues as part of the housekeeping plan, even when they do not meet the definition of fugitive dust accumulation.
Be strict about compressed air blowdown
OSHA limits compressed air cleaning. It is only permitted when machinery that presents an ignition source is shut down and other potential ignition sources are removed or controlled.
Even when permitted, blowdown increases dispersion. Treat it as an exception, not a default.
Turn housekeeping into a system, not a reminder
Build a written plan that answers five questions clearly:
- Which zones are priority areas
- What is the inspection frequency by zone
- What cleaning method is allowed in each zone
- What triggers immediate cleanup actions
- Who signs off and where records live
If you operate a grain elevator, the 1/8 inch action level in priority areas is the line you must not ignore.
Stage 3 Control ignition sources before they trigger an event
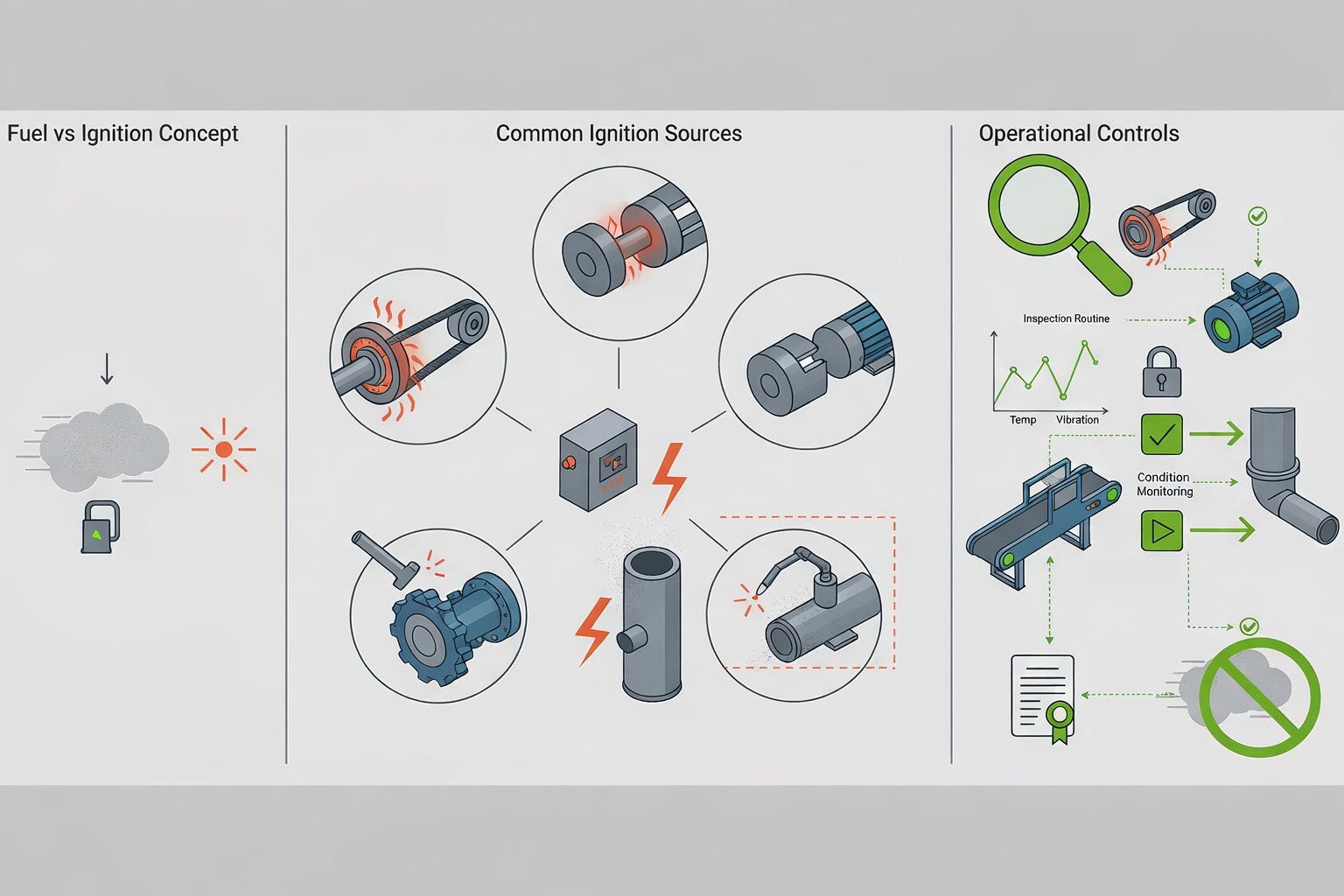
Dust is the fuel. Ignition sources are the match. In grain handling, ignition sources are often mechanical and preventable.
Common ignition sources to control
- Overheated bearings and misaligned belts
- Friction from rubbing components
- Foreign objects striking metal
- Hot work such as welding and cutting
- Electrical faults and static discharge
What to do operationally
- Build inspection routines around known failure points, not generic checklists.
- Investigate temperature rise and vibration trends in equipment that feeds enclosed conveyors and dust collectors.
- Treat hot work as a controlled process with area preparation, isolation, and verification before restart.
OSHA’s grain handling standard includes requirements tied to preventive maintenance and the control of ignition sources through safe operations and programs.
Stage 4 Reduce explosion impact when prevention fails
Even strong prevention programs can miss a worst-case combination of dust cloud, confinement, and ignition. That is why layered protection matters.
Explosion venting to relieve pressure
Explosion venting provides a controlled pressure relief path when deflagration occurs inside enclosed equipment. Use it where venting to a safe location is possible and where equipment design supports it.
Flameless explosion venting for indoor constraints
When venting to a safe outdoor area is difficult, flameless venting can help reduce external flame and pressure effects, depending on equipment and installation conditions.
Explosion isolation to stop flame propagation
Isolation prevents a deflagration from traveling through ductwork and connecting equipment. This matters because connected systems can carry flame and pressure into additional volumes.
Explosion suppression for fast control in enclosed systems
Suppression systems detect early deflagration and discharge suppressant to stop flame development inside equipment, which can be critical where venting is limited or where connected volumes increase risk.
Use these methods as a coordinated plan. Venting, isolation, and suppression solve different parts of the problem. A mismatch can leave gaps, such as venting one vessel while flame propagates into a connected line.
Stage 5 Keep protection effective with monitoring and maintenance
A protection program fails quietly long before it fails loudly. You need indicators that tell you the system is drifting.
What to monitor
- Differential pressure on dust collectors to detect filter loading, damage, or airflow loss
- Temperature at bearings and high-risk rotating components
- Spark or ember detection where dust streams and ductwork carry ignition potential
- Maintenance records, corrective actions, and verification after repairs
What to maintain with discipline
- Dust collector cleaning performance and filter condition
- Seals and connections at transfer points and spouting
- Isolation devices and suppression components per the manufacturer maintenance schedule
- Housekeeping program effectiveness through routine audits and documented cleanup actions
Dust suppression using mineral oil and similar methods
Some operations use dust suppression techniques such as white mineral oil application as part of a broader dust and ignition control program. Industry guidance describes how these approaches can reduce airborne dust near ignition sources in grain facilities.
Treat oil application as one tool, not a substitute for capture, safe cleaning, ignition control, and explosion protection. If you use oil, define application points, dosage controls, housekeeping implications, and verification checks so the method stays consistent and auditable.
A 30 60 90 day implementation plan you can actually run
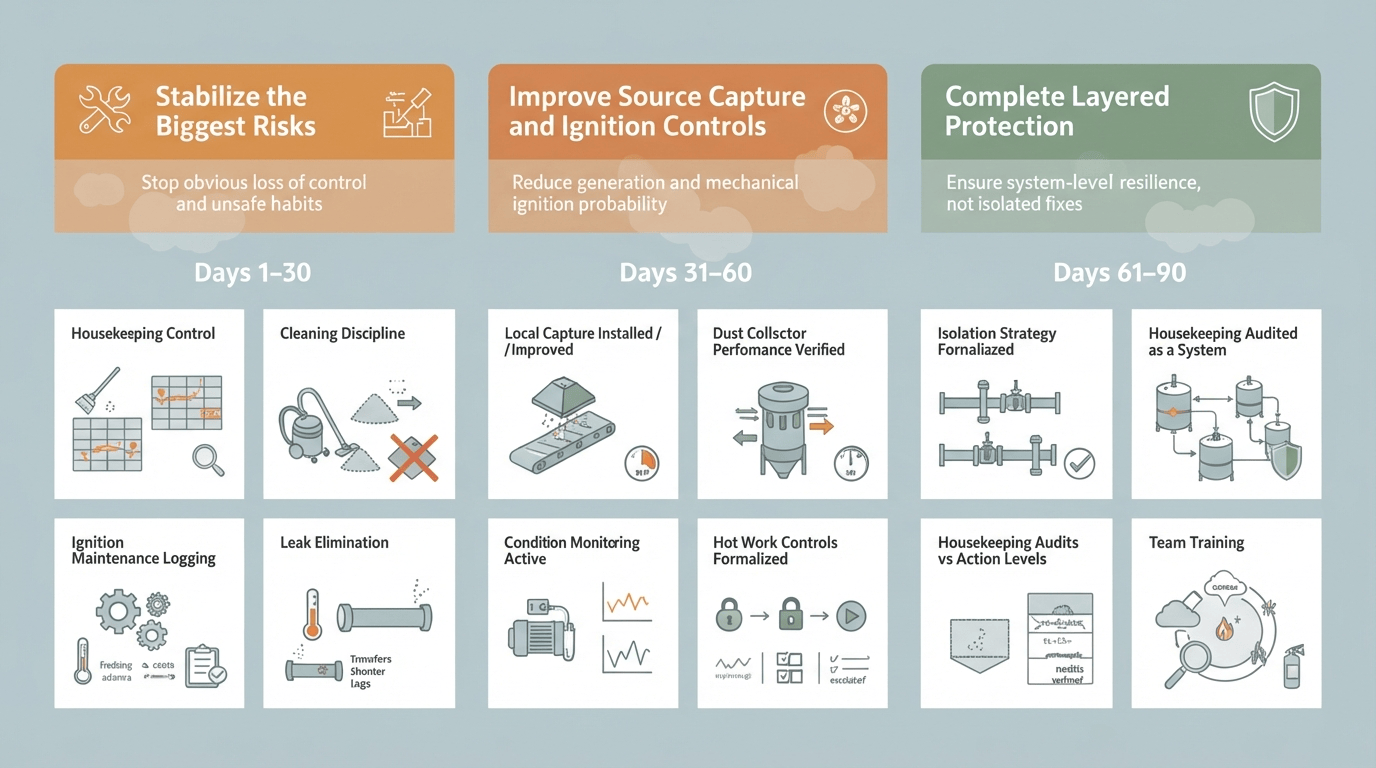
Days 1 to 30 Stabilize the biggest risks
- Mark priority housekeeping areas and set inspection frequency
- Replace blowdown habits with approved cleaning methods and controls
- Fix obvious leak points at transfers, spouting, and elevator legs
- Start logging ignition-related maintenance findings and actions
Days 31 to 60 Improve source capture and ignition controls
- Add or improve local capture at transfer points
- Verify dust collector airflow and performance using repeatable checks
- Add temperature and condition monitoring where mechanical ignition risk is highest
- Formalize hot work controls and restart verification
Days 61 to 90 Complete the layered protection approach
- Validate the explosion protection strategy across connected equipment
- Confirm isolation strategy for ducting and interconnected process lines
- Audit housekeeping results against the action level and your program criteria
- Train teams on the full chain: dust, dispersion, confinement, ignition, and response
What good looks like in a grain dust disaster mitigation program
You know the program is working when:
- Dust stops migrating beyond process zones
- Cleanup becomes smaller and more predictable
- Dust collector performance stays stable instead of swinging
- Equipment temperature issues are caught early, not after a failure
- Explosion protection is designed as a system, not a set of parts
- Your housekeeping records show consistency, not gaps
OSHA and university extension guidance emphasize that controlling dust accumulation and controlling ignition sources are central to preventing grain dust explosions.
Conclusion
Mitigating dust disasters in grain takes layered control: capture dust at the source, keep housekeeping auditable, remove ignition sources, and add venting, isolation, or suppression where needed. Run these layers together to cut event likelihood and limit consequences.
OSHA and extension guidance consistently point to two fundamentals: control dust accumulation and control ignition sources.

